Always by your side on every step of the way to design, build, maintain and improve your factory
Turnkey Projects
We leverage our combined DromontGroup experience and innovations to implement factories with the lowest production cost and highest quality by utilizing our industry leading technology. We provide process designs from Feasibility Analysis and KPI definition up to Project and Site Management, from Design and Manufacture up to Installation and Start-up of the Plant.
The most common applications are dedicated to the storage, transport, weighing and batch dispersions of individual wet and dry raw materials, obtaining the finished product which, in many cases, must also be ground, filtered, packaged and colored.
What we offer:
- Project management
- Detail engineering
- Process flow scheme and layout
- Reception of raw materials
- Storage, transfer and dosing
- Dispersion and mixing
- Grinding, cleaning and filling
- Equipment construction and erection
- Tests and pre-commissioning
- Commissioning, training and start-up
Qoncept Engineering
Smart solutions, feasibility studies, and detailed flow analysis are developed to integrate seamlessly with new production technologies, creating a cohesive and future-ready manufacturing environment.
Our approach is focused on improving working conditions through safer, more ergonomic, and highly automated systems, while also enabling the creation of new, flexible business models. Through intelligent Plant design and digital integration, we help increase productivity, ensure consistent product quality, and optimize resource utilization.
The result is more than just upgraded machinery, it is the design and implementation of an Innovative Factory, built to meet the evolving challenges of modern industry with efficiency, sustainability, and long-term competitiveness.

Powders Handling
Comec Engineering develops highly customized powder raw material storage systems such as Silos, BigBags Unloaders, and Bag Splitters, all designed to precisely accommodate your consumption rates and production demands. Each solution is carefully Engineered to ensure safe material handling, optimal space utilization, and consistent flow management within the plant.
Our Expertise extends beyond storage to include state-of-the-art transportation systems, such as Aeromechanical conveyors, Pneumatic conveying systems, Screw conveyors, and advanced Weighing hoppers. These technologies are integrated to guarantee accurate dosing, controlled transfer, and seamless communication between different stages of the production process.
By combining mechanical Reliability with intelligent process control, we deliver complete material handling systems that enhance efficiency, reduce waste, and maintain the highest standards of safety and operational performance
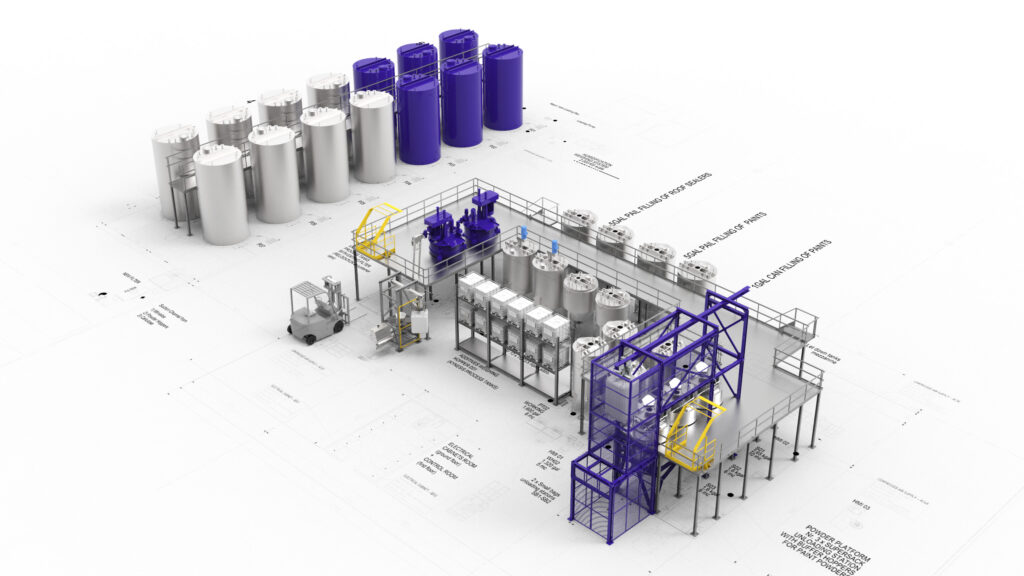
Liquids Processing
Piping and tank farm design, together with pre-manufacturing activities, represent key elements of any efficient process plant. Careful engineering at this stage ensures seamless integration, reduced installation time, and long-term operational reliability.
We develop state-of-the-art Liquid Handling Systems, including bulk storage tanks for resins and other critical raw materials, designed to guarantee product integrity and safe storage conditions. Our expertise also includes fully engineered piping networks and additive rack systems equipped for high-accuracy dispensing, ensuring precise dosing and consistent formulation control.
By combining Detailed Engineering, quality fabrication, and intelligent layout planning, we deliver integrated liquid management solutions that optimize plant performance, improve safety standards, and support consistent, high-quality production results.

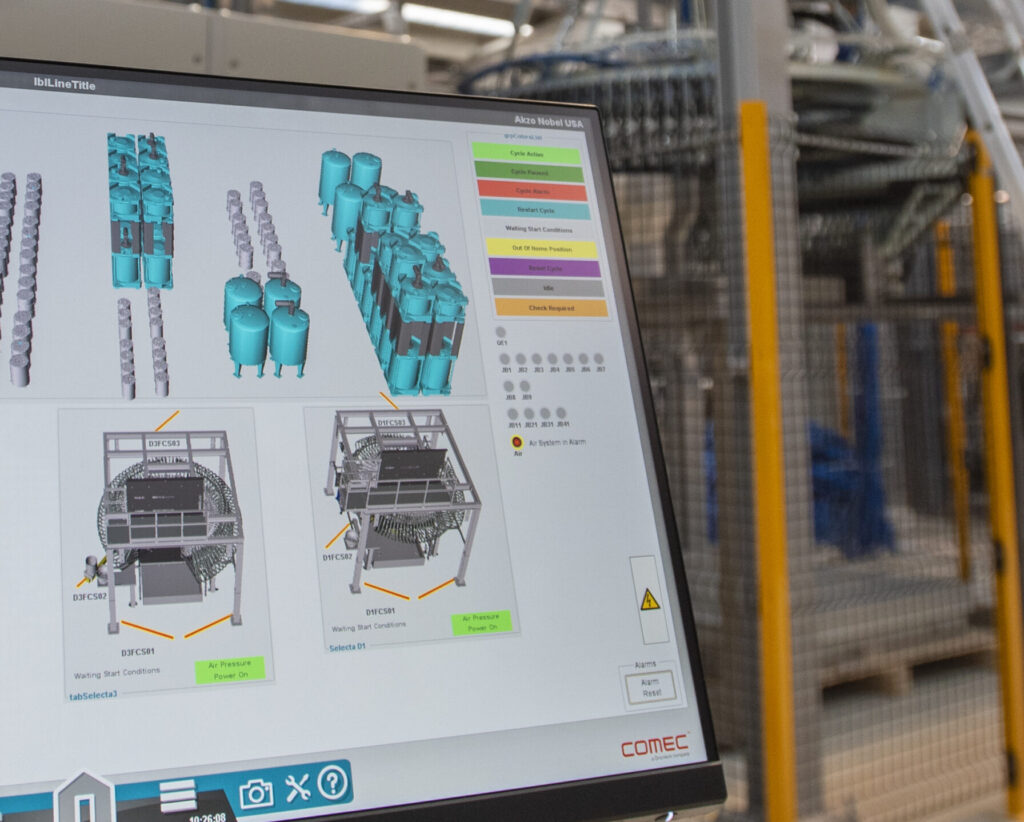
Software and Automation
One fully integrated Software Platform designed to manage all equipment, production processes, and data collection within the plant, creating a connected and intelligent operational environment.
Our system centralizes control, monitoring, and reporting functions, allowing real-time supervision of every stage of production. By collecting and analyzing process data, it enables informed decision-making, predictive maintenance, and continuous performance optimization.
Through advanced automation, traceability, and detailed production analytics, the platform helps boost productivity, reduce waste, and improve overall efficiency. The result is greater operational transparency and the ability to capture additional profit from factory operations by transforming data into measurable Value
Ex-proof ATEX zone Ø
We manufacture complete automatic systems that can operate both in safe areas and in Atex classified areas.
Comec is among the few global producers to hold the ATEX zone Ø by virtue of certificate EX II 1/2 GC IIB T4, confirming the supply of plants and machinery with Zone Ø certification under CE ATEX Directives.
